Température de fusion
La température de fusion des thermoplastiques doit être parfaitement adaptée. Il est décisif à cet effet d'utiliser les bonnes données de coupe et fraises.
Refroidissement
Le refroidissement avec de l’air comprimé ou une émulsion de forage réduit les problèmes liés aux températures.
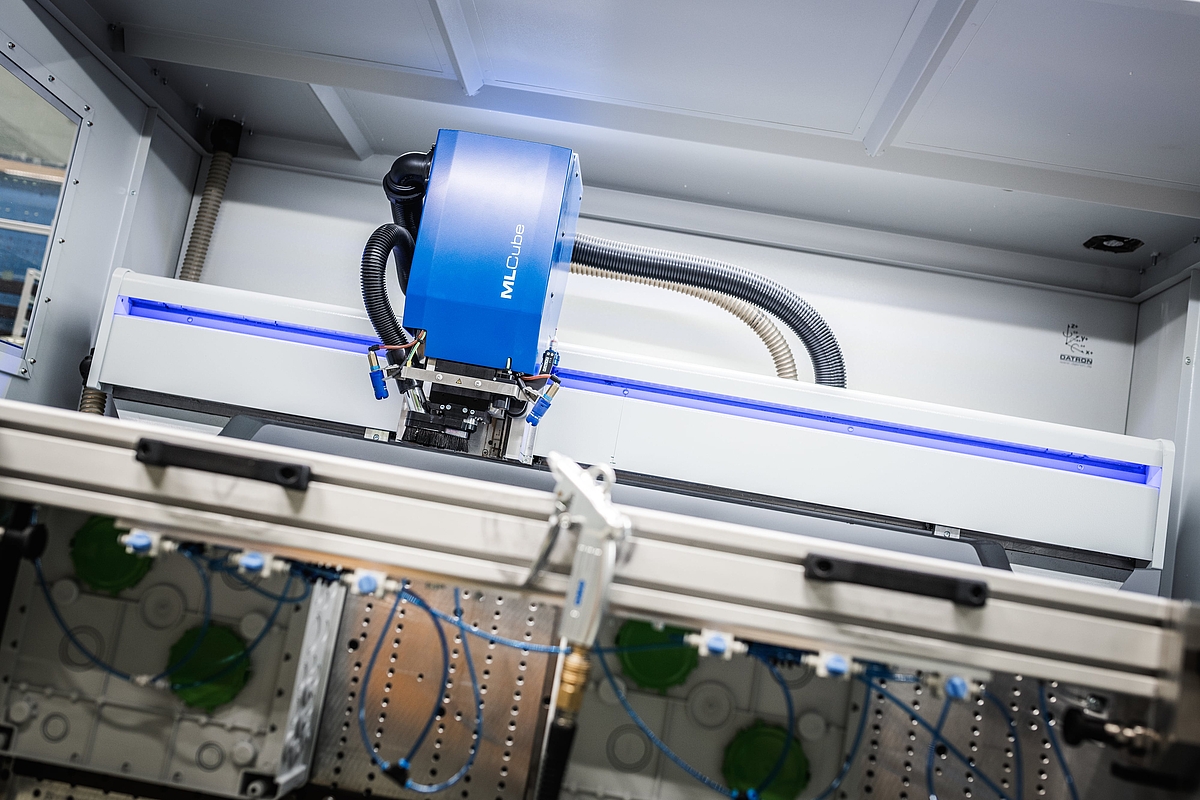
Fixation
Pour monter les plaques en plastique sans tension, elles sont fixées avant transformation à l’aide de la technologie du vide. Ceci est important pour éviter les déformations et obtenir des arêtes optimales.
Choix des outils
Notre usine de fabrication travaille avec des outils ultra-modernes, bien entretenus et surtout aiguisés, qui garantissent des résultats exacts.
Ébavurage
Lors du fraisage des plastiques, une bavure inesthétique apparaît souvent. Celle-ci est éliminée professionnellement par nos collaborateurs, avant que vous receviez le boîtier.
Santé
Lorsque le plastique est usiné avec la méthode par enlèvement de copeaux, des fibres très fines apparaissent, qui n'ont rien à faire dans l’air inhalé. Pour protéger nos collaborateurs, nous avons pris différentes mesures de sécurité. Une installation d’aspiration élimine ainsi toutes les particules quel que soit l’endroit où elles apparaissent. Le port d'un masque est également obligatoire pour tous les ouvriers.